
Отличие и применение гальванизации, электрофореза и напыления
В металлообрабатывающей промышленности процесс обработки поверхности напрямую влияет на антикоррозионные свойства изделия, его износостойкость и эстетичность. Существует три распространённых метода обработки поверхности: гальванизация, электрофорез и напыление. Каждый из них имеет свои особенности и подходит для различных условий применения. Мы сравним и проанализируем характеристики, преимущества и недостатки, а также области применения этих трёх процессов. Представленные данные приведены исключительно для справки.
1. Цинкование
Введение в процесс
Гальванизация — это процесс, предотвращающий коррозию путем покрытия поверхности металла слоем цинка, в основном включающий горячее цинкование и электрогальванизацию.
Основные характеристики
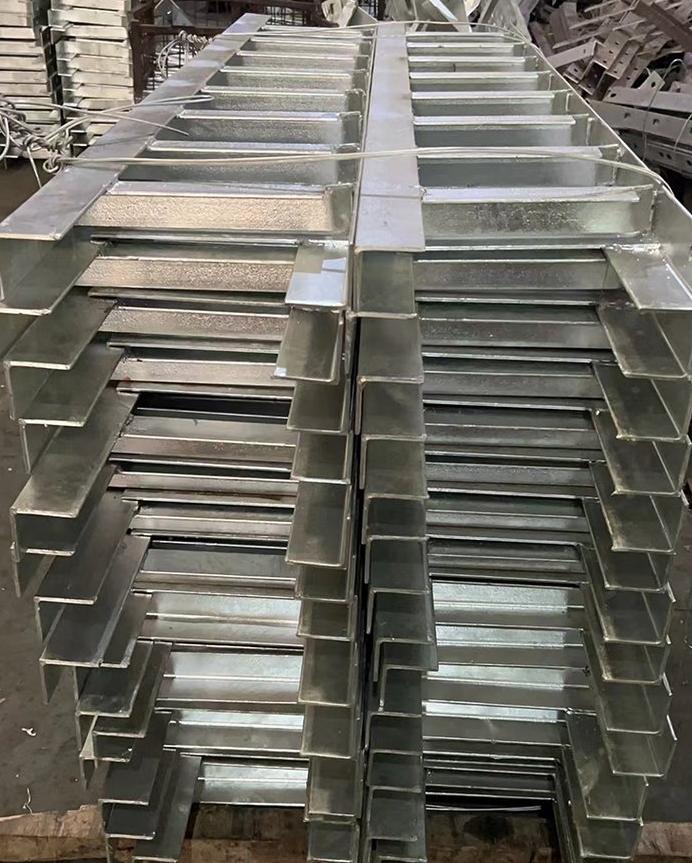
Горячее цинкование: погружение металлического изделия в высокотемпературный цинковый раствор для формирования на его поверхности равномерного слоя цинка.
● Толщина цинкового слоя: 50-150 мкм
● Коррозионная стойкость: отличная, подходит для использования на открытом воздухе
● Состояние поверхности: шероховатая, серебристо-серая, могут появиться цинковые цветы
Электрогальванизация
На поверхность металла электролитическим способом наносится слой цинка, образуя тонкий защитный слой.
Толщина цинкового слоя: 5-30 мкм
Коррозионная стойкость: общая, подходит для использования внутри помещений
Состояние поверхности: гладкая, высокая яркость
Применимые сценарии
● Горячее цинкование: мостовые конструкции,опоры здания, вышки электропередач, наружные трубопроводы, тяжелая техника и т. д.
● Электрогальванизация: мелкие крепежные детали, металлические детали для помещений, корпусы бытовой техники, автомобильные детали и т. д.
Преимущества и недостатки
Преимущества: высокая антикоррозионная способность, экономичность и долговечность, горячее цинкование подходит для суровых условий.
Недостатки: Электролитическое цинкование имеет относительно слабую антикоррозионную способность, а поверхность горячего цинкования шероховатая, что может повлиять на внешний вид.
2. Электрофоретическое покрытие
Введение в процесс
Электрофоретическое покрытие — это процесс нанесения покрытия, при котором электрическое поле обеспечивает равномерное сцепление краски с металлической поверхностью. Он широко применяется в автомобильной промышленности, производстве бытовой техники и других отраслях.
Основные характеристики
● Применение технологии анодного или катодного электрофореза обеспечивает равномерность покрытия и высокий коэффициент его использования.
● Формирование плотного органического покрытия, обычно используемого совместно с фосфатированием или гальванизацией для повышения антикоррозионных свойств.
● Толщина пленки: 15–35 мкм (регулируется)
● Цвет: по желанию (обычно черный и серый)
Применимые сценарии
● Детали автомобиля (рама, подвеска, тормозной суппорт)
● Строительные изделия (металлические кронштейны, крепежи, фитинги для труб)
● Рельсы лифта, механические части
Преимущества: равномерное покрытие, прочная адгезия, хорошие антикоррозионные свойства, экологичность и энергосбережение.
Недостатки: сложная технологическая схема, высокие требования к оборудованию и высокие первоначальные затраты.
3. Опрыскивание
Введение в процесс
Распыление подразделяется на порошковое (электростатическое) и жидкостное распыление. При порошковом распылении используется электростатический эффект, который позволяет порошку адсорбироваться на металлической поверхности и формировать покрытие посредством высокотемпературного отверждения; при жидкостном распылении краска распыляется непосредственно с помощью краскораспылителя, что часто встречается в случаях, когда требуются насыщенные цвета.
Основные характеристики
Порошковое напыление:
● Толщина покрытия: 50-200 мкм
● Отличная износостойкость и коррозионная стойкость, подходит для использования на открытом воздухе и в промышленных условиях.
Экологически чистый, не содержит растворителей
Окраска жидкими красками методом распыления:
● Толщина покрытия: 10-50 мкм
● Насыщенные цвета, подходящие для изысканного декора
● Возможен локальный ремонт
Применимые сценарии
● Порошковое напыление: строительные кронштейны, ограждения, электрические корпуса, наружное оборудование
● Окраска распылением жидкости: высококачественная бытовая техника, декоративные металлические изделия, вывески
Преимущества: порошковое напыление обеспечивает толстое покрытие и хорошую долговечность; жидкая краска имеет насыщенные цвета и широкий спектр применения.
Недостатки: порошковое напыление невозможно отремонтировать локально, а жидкостное напыление менее экологично.
Предложения по выбору:
● Требуются чрезвычайно высокие антикоррозионные характеристики (например, мосты, опоры линий электропередач, стальные конструкции лифтов) → Горячее цинкование
● Требуется гладкая поверхность и общая защита от коррозии (например, крепеж, автозапчасти) → Электрогальванизация
● Требует равномерного покрытия и высокой коррозионной стойкости (например, направляющие лифтов, автомобильные детали) → Электрофоретическое покрытие
● Нужна хорошая износостойкость и устойчивость к атмосферным воздействиям (например, строительные кронштейны, электрические корпуса) → Порошковое напыление
● Нужен красочный внешний вид и изысканный декор (например, бытовая техника, вывески) → Жидкая краска распылением
Каждый процесс имеет свои особенности. Выбор правильного метода обработки поверхности должен основываться на условиях эксплуатации изделия, функциональных требованиях и стоимости. Компания Xinzhe Metal Products предлагает профессиональные решения по обработке поверхности в соответствии с потребностями клиентов. Приглашаем вас на консультацию!
Время публикации: 03.04.2025