
Cinkošanas, elektroforēzes un izsmidzināšanas atšķirība un pielietojums
Metālapstrādes rūpniecībā virsmas apstrādes process tieši ietekmē produkta pretkorozijas veiktspēju, nodilumizturību un estētiku. Ir trīs izplatītas virsmas apstrādes metodes: cinkošana, elektroforēze un izsmidzināšana. Katrai no tām ir savas īpašības, un tās ir piemērotas dažādiem pielietojuma scenārijiem. Mēs salīdzināsim un analizēsim šo trīs procesu īpašības, priekšrocības un trūkumus, kā arī pielietojuma jomas. Dati ir paredzēti tikai uzziņai.
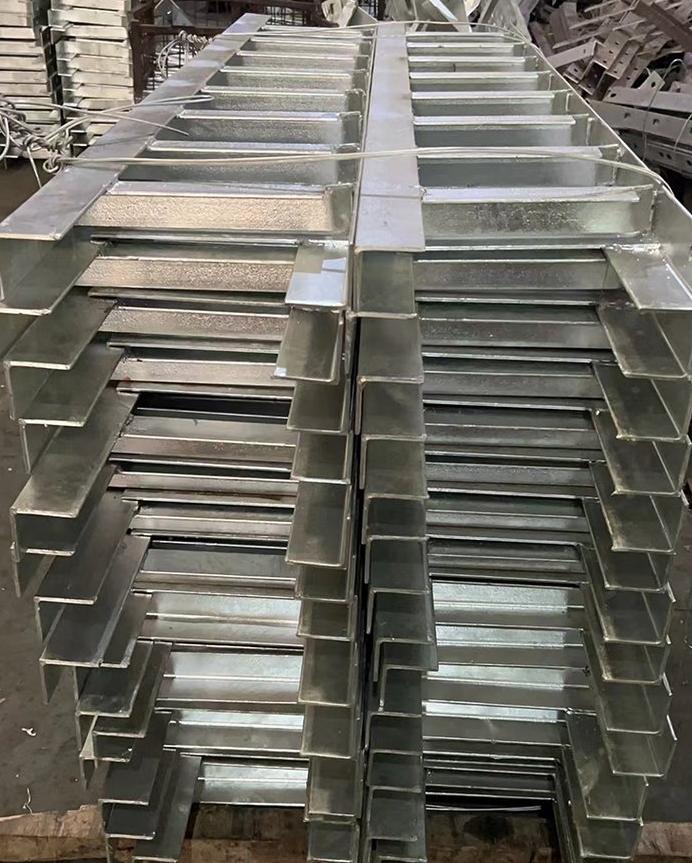
1. Cinkošana
Procesa ievads
Cinkošana ir process, kas novērš koroziju, pārklājot metāla virsmu ar cinka slāni, galvenokārt ietverot karsto cinkošanu un elektrocinkošanu.
Galvenās iezīmes
Karstā cinkošana: iegremdējiet metāla izstrādājumu augstas temperatūras cinka šķīdumā, lai uz tā virsmas izveidotu vienmērīgu cinka slāni.
● Cinka slāņa biezums: 50–150 μm
● Izturība pret koroziju: lieliska, piemērota lietošanai āra vidē
● Virsmas stāvoklis: raupja, sudrabaini pelēka, var parādīties cinka ziedi
Elektrocinkošana
Cinka slānis tiek uzklāts uz metāla virsmas elektrolītiskā procesā, veidojot plānu aizsargslāni.
Cinka slāņa biezums: 5–30 μm
Izturība pret koroziju: Vispārīga, piemērota lietošanai iekštelpās
Virsmas stāvoklis: gluda, augsta spilgtuma
Piemērojamie scenāriji
● Karstā cinkošana: tiltu konstrukcijas,ēku balsti, spēka torņi, āra cauruļvadi, smagā tehnika utt.
● Elektrocinkošana: mazi stiprinājumi, iekštelpu metāla detaļas, sadzīves tehnikas korpusi, automobiļu detaļas utt.
Priekšrocības un trūkumi
Priekšrocības: spēcīga pretkorozijas spēja, ekonomiska un izturīga, karstā cinkošana ir piemērota skarbajiem apstākļiem
Trūkumi: Elektrocinkošanai ir relatīvi vāja pretkorozijas spēja, un karstās cinkošanas virsma ir raupja, kas var ietekmēt izskatu.
2. Elektroforētiskais pārklājums
Procesa ievads
Elektroforētiskā pārklāšana ir pārklāšanas process, kurā tiek izmantots elektriskais lauks, lai krāsa vienmērīgi pieliptu metāla virsmai. To plaši izmanto autobūves, sadzīves tehnikas un citās nozarēs.
Galvenās iezīmes
● Izmantojot anodisko vai katodisko elektroforēzes tehnoloģiju, pārklājums ir vienmērīgs un pārklājuma izmantošanas līmenis ir augsts
● Blīva organiskā pārklājuma veidošana, ko parasti izmanto kopā ar fosfatēšanu vai cinkošanu, lai uzlabotu pretkorozijas veiktspēju
● Plēves biezums: 15–35 μm (regulējams)
● Krāsa: pēc izvēles (parasti melna un pelēka)
Piemērojamie scenāriji
● Automašīnu detaļas (rāmis, piekares sistēma, bremžu suports)
● Būvniecības furnitūra (metāla kronšteini, stiprinājumi, cauruļu veidgabali)
● Lifta sliedes, mehāniskās daļas
Priekšrocības: vienmērīgs pārklājums, spēcīga saķere, laba pretkorozijas veiktspēja, vides aizsardzība un enerģijas taupīšana
Trūkumi: sarežģīts process, augstas prasības aprīkojumam un augstas sākotnējās izmaksas
3. Izsmidzināšana
Procesa ievads
Izsmidzināšana tiek iedalīta pulverveida izsmidzināšanā (elektrostatiskā izsmidzināšana) un šķidruma izsmidzināšanā. Pulverveida izsmidzināšanā tiek izmantota elektrostatiskā iedarbība, lai pulveris adsorbētos uz metāla virsmas un veidotu pārklājumu, sacietējot augstā temperatūrā; šķidruma izsmidzināšanā krāsas tiešai izsmidzināšanai tiek izmantots smidzināšanas pistole, kas ir izplatīts ainās, kurās nepieciešamas piesātinātas krāsas.
Galvenās iezīmes
Pulverveida izsmidzināšana:
● Pārklājuma biezums: 50–200 μm
● Lieliska nodilumizturība un izturība pret koroziju, piemērota lietošanai ārā un rūpnieciskā vidē
Videi draudzīgs, bez šķīdinātājiem
Krāsošana ar šķidro aerosolu:
● Pārklājuma biezums: 10–50 μm
● Bagātīgas krāsas, piemērotas smalkai dekorēšanai
● Var veikt lokālus remontdarbus
Piemērojamie scenāriji
● Pulverveida izsmidzināšana: ēku kronšteini, aizsargbarjeras, elektrības korpusi, āra aprīkojums
● Krāsošana ar šķidro aerosolu: augstas klases sadzīves tehnika, dekoratīvi metāla izstrādājumi, izkārtnes
Priekšrocības: Pulverkrāsošanai ir biezs pārklājums un laba izturība; šķidrajai krāsošanai ar smidzināšanu ir piesātinātas krāsas un plašs pielietojumu klāsts.
Trūkumi: Pulverkrāsošanu nevar lokāli labot, un krāsošana ar šķidro smidzināšanu ir mazāk videi draudzīga.
Izvēles ieteikumi:
● Nepieciešama īpaši spēcīga pretkorozijas izturība (piemēram, tiltiem, spēka torņiem, liftu tērauda konstrukcijām) → Karstā cinkošana
● Nepieciešama gluda virsma un vispārēja aizsardzība pret koroziju (piemēram, stiprinājumiem, automašīnu detaļām) → Elektrocinkošana
● Nepieciešams vienmērīgs pārklājums un augsta izturība pret koroziju (piemēram, liftu vadotnēm, automašīnu detaļām) → Elektroforēzes pārklājums
● Nepieciešama laba nodilumizturība un izturība pret laikapstākļiem (piemēram, ēku kronšteini, elektrisko korpusu apstrāde) → Pulverveida izsmidzināšana
● Nepieciešams krāsains izskats un smalka dekorēšana (piemēram, sadzīves tehnika, izkārtnes) → Krāsošana ar šķidro aerosolu
Dažādiem procesiem ir savas īpašības. Pareizās virsmas apstrādes metodes izvēlei jābalstās uz produkta lietošanas vidi, funkcionālajām prasībām un izmaksu apsvērumiem. Xinzhe Metal Products var nodrošināt profesionālus virsmas apstrādes risinājumus atbilstoši klientu vajadzībām, laipni lūdzam konsultēties!
Publicēšanas laiks: 2025. gada 3. aprīlis