
亜鉛メッキ、電気泳動、スプレーの違いと応用
金属加工業界において、表面処理プロセスは製品の耐腐食性、耐摩耗性、そして美観に直接影響を及ぼします。一般的な表面処理方法は、亜鉛メッキ、電気泳動、スプレーの3つです。それぞれ独自の特徴を持ち、異なる用途に適しています。本稿では、これら3つのプロセスの特徴、長所と短所、そして適用分野を比較・分析します。なお、データは参考情報としてご利用ください。
1. 亜鉛メッキ
プロセスの紹介
亜鉛メッキは、金属の表面を亜鉛の層で覆うことで腐食を防ぐ処理で、主に溶融亜鉛メッキと電気亜鉛メッキが含まれます。
主な特徴
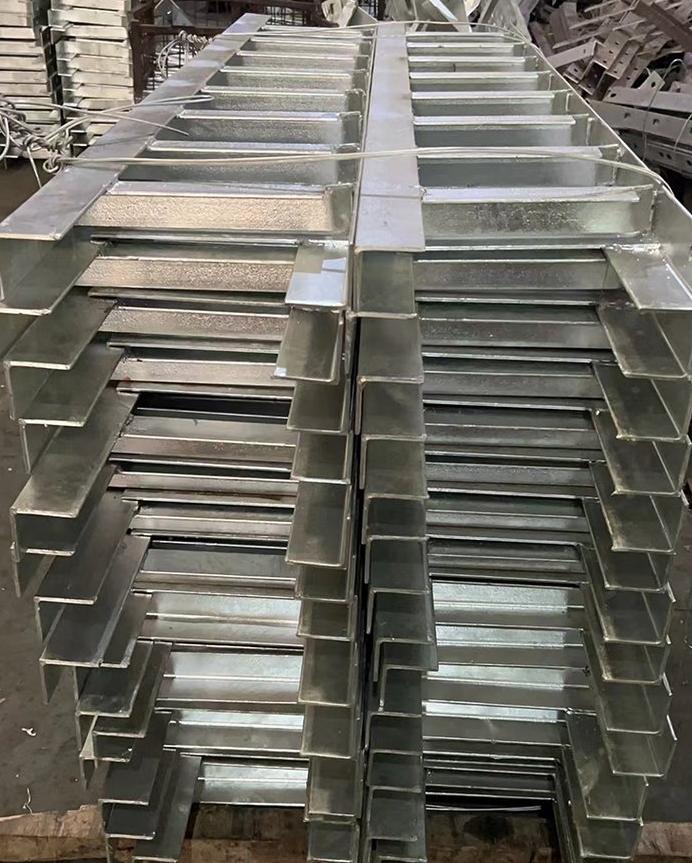
溶融亜鉛めっき:金属製品を高温の亜鉛溶液に浸し、表面に均一な亜鉛層を形成します。
● 亜鉛層の厚さ:50~150μm
● 耐腐食性:優れており、屋外環境に適しています
● 表面状態:ざらざら、銀灰色、亜鉛華が現れる場合があります
電気亜鉛メッキ
電解プロセスにより金属表面に亜鉛層が堆積され、薄い保護層が形成されます。
亜鉛層の厚さ:5~30μm
耐腐食性: 一般、屋内環境に適しています
表面状態:滑らか、高輝度
適用可能なシナリオ
● 溶融亜鉛めっき:橋梁構造物、建物の支柱、送電塔、屋外パイプライン、重機など。
●電気亜鉛めっき:小型ファスナー、室内金属部品、家電筐体、自動車部品など
利点と欠点
利点:強力な耐腐食性、経済的で耐久性があり、溶融亜鉛めっきは過酷な環境に適しています。
デメリット:電気亜鉛めっきは耐腐食性が比較的弱く、溶融亜鉛めっきの表面は粗く、外観に影響を与える可能性があります。
2. 電気泳動コーティング
プロセスの紹介
電気泳動コーティングは、電界を利用して塗料を金属表面に均一に付着させるコーティングプロセスです。自動車、家電製品などの業界で広く利用されています。
主な特徴
● 陽極または陰極電気泳動技術を採用しているため、コーティングが均一でコーティング利用率が高い
● 緻密な有機コーティングを形成し、通常はリン酸塩処理や亜鉛メッキ処理と併用して耐腐食性を高めます。
● フィルム厚さ:15~35μm(調整可能)
● 色: オプション (通常は黒とグレー)
適用可能なシナリオ
● 自動車部品(フレーム、サスペンションシステム、ブレーキキャリパー)
● 建築金物(金属ブラケット、ファスナー、配管継手)
● エレベーターのレール、機械部品
利点:均一なコーティング、強力な接着力、優れた耐腐食性、環境保護、省エネ
デメリット:プロセスフローが複雑、設備要件が高い、初期コストが高い
3. スプレー
プロセスの紹介
スプレー塗装は、粉体塗装(静電塗装)と液体塗装に分けられます。粉体塗装は、静電気の作用で粉体を金属表面に吸着させ、高温硬化によって塗膜を形成します。一方、液体塗装は、スプレーガンを用いて塗料を直接吹き付ける塗装方法で、鮮やかな色彩が求められる現場でよく用いられます。
主な特徴
粉体噴霧:
● コーティング厚さ:50~200μm
● 優れた耐摩耗性と耐腐食性を備え、屋外や産業環境に適しています。
環境に優しく、溶剤不使用
液体スプレー塗装:
● コーティング厚さ:10~50μm
● 豊かな色彩、繊細な装飾に最適
● 現地での修理が可能
適用可能なシナリオ
● 粉体塗装:建物ブラケット、ガードレール、電気ハウジング、屋外機器
● 液体スプレー塗装:高級家電製品、装飾金属製品、看板
利点:粉体塗装は塗膜が厚く耐久性に優れています。液体塗装は色彩豊かで幅広い用途に使用できます。
デメリット:粉体塗装は現地で修理できず、液体塗装は環境に優しくない
選択の提案:
● 極めて高い耐腐食性能が求められる場合(橋梁、送電塔、エレベーター鉄骨構造物など)→溶融亜鉛めっき
● 滑らかな表面と一般的な耐腐食性を必要とするもの(ファスナー、自動車部品など)→電気亜鉛メッキ
● 均一なコーティングと高い耐腐食性が求められる(エレベーターガイドレール、自動車部品など)→電気泳動コーティング
● 耐摩耗性と耐候性に優れたものが必要(建物ブラケット、電気ハウジングなど)→粉体噴霧
● カラフルな外観と細かい装飾が必要(家電製品、看板など)→液体スプレー塗装
それぞれのプロセスには独自の特徴があります。製品の使用環境、機能要件、そしてコストを考慮して、適切な表面処理方法を選択する必要があります。Xinzhe Metal Productsは、お客様のニーズに合わせた専門的な表面処理ソリューションをご提供いたしますので、お気軽にご相談ください。
投稿日時: 2025年4月3日