
Razlika i primjena cinčanja, elektroforeze i prskanja
U metaloprerađivačkoj industriji, proces površinske obrade direktno utiče na antikorozivne performanse proizvoda, otpornost na habanje i estetiku. Postoje tri uobičajene metode površinske obrade: cinčanje, elektroforeza i prskanje. Svaka od njih ima svoje karakteristike i pogodna je za različite scenarije primjene. Uporedićemo i analizirati karakteristike, prednosti i nedostatke i područja primjene ova tri procesa. Podaci su samo za referencu.
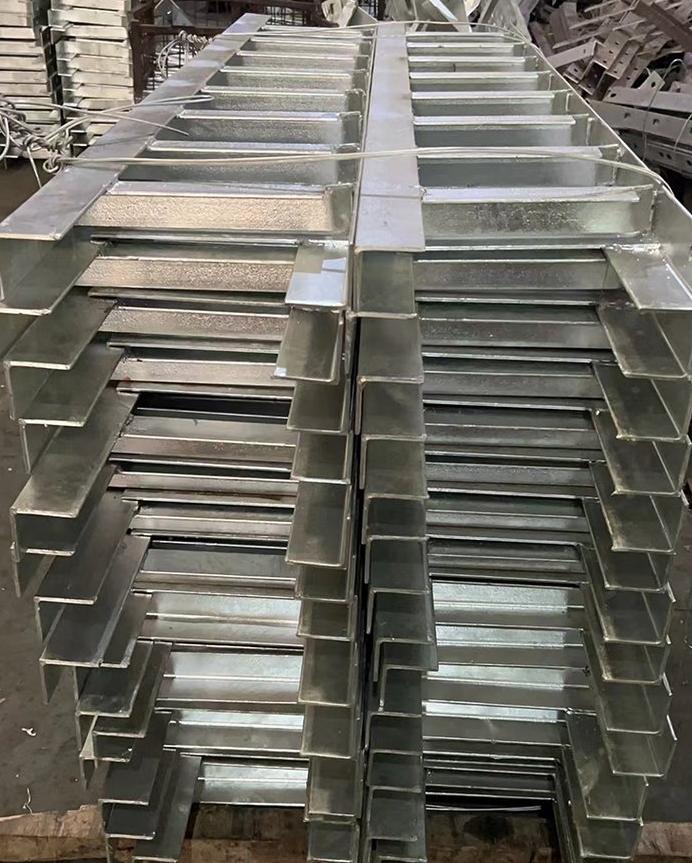
1. Cinčanje
Uvod u proces
Cinčanje je proces koji sprječava koroziju prekrivanjem metalne površine slojem cinka, a uglavnom uključuje vruće cinčanje i elektrocinčanje.
Glavne karakteristike
Vruće cinčanje: uranjanje metalnog proizvoda u visokotemperaturni rastvor cinka kako bi se na njegovoj površini formirao ujednačen sloj cinka.
● Debljina sloja cinka: 50-150μm
● Otpornost na koroziju: odlična, pogodna za vanjsku upotrebu
● Stanje površine: hrapavo, srebrno-sivo, mogu se pojaviti cvjetovi cinka
Elektrocinčanje
Sloj cinka se nanosi na metalnu površinu elektrolitičkim postupkom kako bi se formirao tanki zaštitni sloj.
Debljina sloja cinka: 5-30μm
Otpornost na koroziju: Opšta, pogodna za unutrašnju upotrebu
Stanje površine: glatko, visok sjaj
Primjenjivi scenariji
● Vruće cinčanje: mostovske konstrukcije,nosači zgrade, energetski tornjevi, vanjski cjevovodi, teška mašinerija itd.
● Elektrocinčanje: mali pričvršćivači, metalni dijelovi za unutrašnju upotrebu, kućišta kućanskih aparata, automobilski dijelovi itd.
Prednosti i nedostaci
Prednosti: jaka otpornost na koroziju, ekonomično i izdržljivo, vruće cinkovanje je pogodno za teške uslove okoline
Nedostaci: Elektrocinkovanje ima relativno slabu antikorozivnu sposobnost, a površina vrućeg cinkovanja je hrapava, što može uticati na izgled.
2. Elektroforetski premaz
Uvod u proces
Elektroforetsko premazivanje je proces premazivanja koji koristi električno polje kako bi se boja ravnomjerno prilijepila na metalnu površinu. Široko se koristi u automobilskoj, industriji kućanskih aparata i drugim industrijama.
Glavne karakteristike
● Usvajanjem tehnologije anodne ili katodne elektroforeze, premaz je ujednačen, a stopa iskorištenja premaza visoka
● Formiranje gustog organskog premaza, obično se koristi s fosfatiranjem ili cinčanjem radi poboljšanja antikorozivnih performansi
● Debljina filma: 15-35μm (podesivo)
● Boja: opcionalno (obično crna i siva)
Primjenjivi scenariji
● Dijelovi automobila (okvir, sistem ovjesa, kočiona čeljust)
● Građevinski okovi (metalni nosači, pričvršćivači, spojnice za cijevi)
● Šine lifta, mehanički dijelovi
Prednosti: ujednačen premaz, jako prianjanje, dobra antikorozivna svojstva, zaštita okoliša i ušteda energije
Nedostaci: složen procesni tok, visoki zahtjevi za opremu i visoki početni troškovi
3. Prskanje
Uvod u proces
Prskanje se dijeli na prskanje prahom (elektrostatičko prskanje) i prskanje tekućinom. Prskanje prahom koristi elektrostatičko djelovanje kako bi se prah apsorbirao na metalnu površinu i formirao premaz putem stvrdnjavanja na visokoj temperaturi; prskanje tekućinom koristi pištolj za prskanje za direktno prskanje boje, što je uobičajeno u scenama koje zahtijevaju bogate boje.
Glavne karakteristike
Prskanje prahom:
● Debljina premaza: 50-200μm
● Odlična otpornost na habanje i koroziju, pogodno za vanjsku upotrebu i industrijska okruženja
Ekološki prihvatljivo, bez rastvarača
Farbanje tečnim raspršivanjem:
● Debljina premaza: 10-50μm
● Bogate boje, pogodne za finu dekoraciju
● Mogu se izvršiti lokalne popravke
Primjenjivi scenariji
● Praškasto prskanje: nosači zgrada, zaštitne ograde, električna kućišta, vanjska oprema
● Farbanje tečnim sprejem: vrhunski kućanski aparati, dekorativni metalni proizvodi, znakovi
Prednosti: Praškasto prskanje ima debeli premaz i dobru izdržljivost; tečno prskanje ima bogate boje i širok spektar primjene
Nedostaci: Praškasto prskanje se ne može lokalno popraviti, a farbanje tečnim prskanjem je manje ekološki prihvatljivo.
Prijedlozi za odabir:
● Zahtijeva izuzetno jake antikorozivne performanse (kao što su mostovi, energetski tornjevi, čelične konstrukcije liftova) → Vruće cinkovanje
● Zahtijeva glatku površinu i opću zaštitu od korozije (npr. pričvršćivači, autodijelovi) → Elektrocinčanje
● Zahtijeva ujednačen premaz i visoku otpornost na koroziju (npr. vodilice liftova, autodijelovi) → Elektroforetski premaz
● Potrebna je dobra otpornost na habanje i vremenske uslove (kao što su nosači zgrada, električna kućišta) → Praškasto prskanje
● Potreban je šareni izgled i fina dekoracija (kao što su kućanski aparati, natpisi) → Farbanje tekućim sprejem
Različiti procesi imaju svoje karakteristike. Odabir prave metode površinske obrade mora se zasnivati na okruženju upotrebe proizvoda, funkcionalnim zahtjevima i troškovima. Xinzhe Metal Products može pružiti profesionalna rješenja za površinsku obradu prema potrebama kupaca, dobrodošli na konsultacije!
Vrijeme objave: 03.04.2025.