
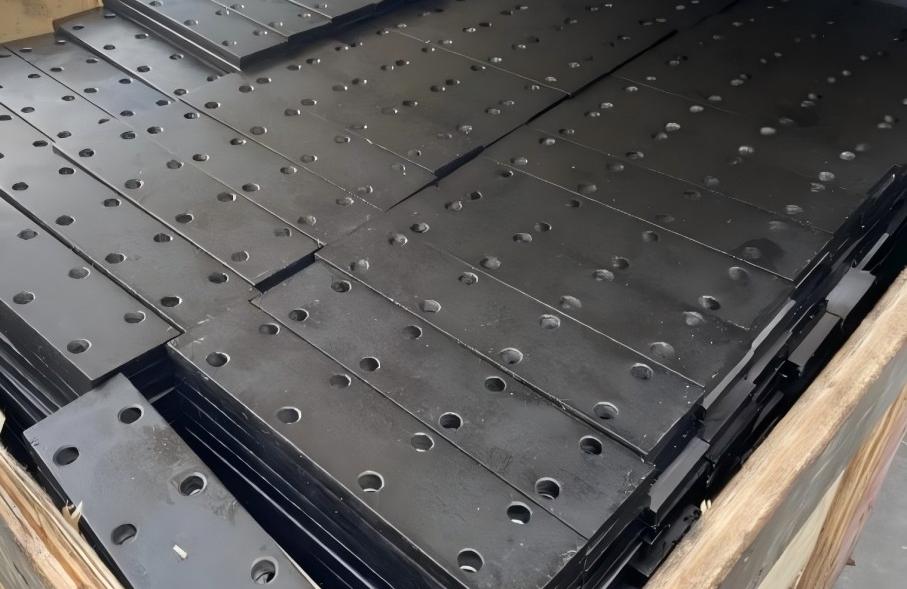
Pola goşeyî ya qulkirî ya bi qulika kabloyê ya bi lêçûnek maqûl



Terîf
| Projeyên | Qewîtî | Berî | Dirêjî | Vebûn | Mesafeya vebûnê |
| Karê Sivik | 1.5 | 30 × 30 | 1.8 - 2.4 | 8 | 40 |
| Karê Sivik | 2 | 40 × 40 | 2.4 - 3.0 | 8 | 50 |
| Erka Navîn | 2.5 | 50 × 50 | 2.4 - 3.0 | 10 | 50 |
| Erka Navîn | 2 | 60 × 40 | 2.4 - 3.0 | 10 | 50 |
| Karê Giran | 3 | 60 × 60 | 2.4 - 3.0 | 12 | 60 |
| Karê Giran | 3 | 100 × 50 | 3.0 | 12 | 60 |
Qewîtî:Bi gelemperî 1,5 mm heta 3,0 mm. Her ku pêdiviya hilgirtina bar mezintir be, stûrî jî mezintir dibe.
Berî:behsa firehiya her du aliyên pola goşeyê dike. Çiqas fireh be, ewqas kapasîteya piştgiriyê xurttir dibe.
Dirêjî:Dirêjahiya standard 1.8 m, 2.4 m, û 3.0 m ye, lê li gorî hewcedariyên projeyê dikare were xweşkirin.
Vekirina vekirî:Mezinahiya vebûnê bi mezinahiya boltê ve tê destnîşankirin.
Mesafeya qulan:Mesafeya di navbera kunan de bi gelemperî 40 mm, 50 mm û 60 mm ye. Ev sêwiran nermbûn û şiyana verastkirinê ya sazkirina braketê zêde dike.
Tabloya jorîn dikare ji we re bibe alîkar ku hûn ji bo hilberîn û sazkirina braketa kabloyê li gorî hewcedariyên projeya rastîn, Goşeya Slotted a guncaw hilbijêrin.
| Cureyê Berhemê | Berhemên avahiyên metalî | |||||||||||
| Xizmeta Yek-Rawestî | Pêşvebirin û sêwirana qalibê → Hilbijartina materyalê → Pêşkêşkirina nimûneyê → Hilberîna girseyî → Teftîş → Dermankirina rûberê | |||||||||||
| Doz | Birîna bi lazer → Qulkirin → Çemandin | |||||||||||
| Materyal | Pola Q235, pola Q345, pola Q390, pola Q420, pola zengarnegir 304, pola zengarnegir 316, alloya aluminiumê 6061, alloya aluminiumê 7075. | |||||||||||
| Pîvan | li gorî nexşe an nimûneyên xerîdar. | |||||||||||
| Qedandin | Boyaxkirina bi spreyê, platkirina elektrolîk, galvanîzekirina germ-dip, boyaxkirina toz, elektroforez, anodîzekirin, reşkirin, û hwd. | |||||||||||
| Qada Serlêdanê | Avahiya tîrêja avahiyê, Stûna avahiyê, Trusê avahiyê, Avahiya piştgiriya pirê, Rêlên pirê, Destgira pirê, Çarçoveya banê, Rêlên balkonê, Şafta asansorê, Avahiya pêkhateya asansorê, Çarçoveya bingeha alavên mekanîkî, Avahiya piştgiriyê, Sazkirina boriyên pîşesaziyê, Sazkirina alavên elektrîkê, Qutiya belavkirinê, Kabîneya belavkirinê, Tepsiya kabloyê, Avakirina bircê ragihandinê, Avakirina îstasyona bingehîn a ragihandinê, Avakirina tesîsa elektrîkê, Çarçoveya binstasyonê, Sazkirina boriyên petrokîmyayî, Sazkirina reaktorên petrokîmyayî, hwd. | |||||||||||
Pêvajoya hilberînê

Rêveberiya Kalîteyê

Amûra Hişkbûna Vickers

Amûra Pîvandina Profîlê

Amûra Spektrografê

Amûra Sê Koordînatî
Kontrolkirina Kalîteyê

Avantajên me
Materyalên xav ên bi kalîte bilind
Kontrolkirina hişk a dabînkeranTêkiliyên hevkariyê yên demdirêj bi dabînkerên madeyên xav ên bi kalîte bilind re ava bikin, û madeyên xav bi hişkî kontrol bikin û biceribînin.
Hilbijartina materyalê ya cûda:Ji bo xerîdaran cûrbecûr celebên cûda yên materyalên metal peyda bikin ku ji wan hilbijêrin, wek polayê zengarnegir, alloy aluminum, pola sar-gêrkirî, pola germ-gêrkirî, û hwd.
Rêveberiya hilberînê ya bi bandor
Optimîzasyona pêvajoyên hilberînê:Bi berdewamî baştirkirina pêvajoyên hilberînê, karîgeriya hilberînê baştir bikin û lêçûnên hilberînê kêm bikin. Amûrên rêveberiya hilberînê yên pêşkeftî bikar bînin da ku planên hilberînê, rêveberiya materyalan û hwd bi berfirehî birêve bibin û bişopînin.
Konsepta hilberîna Lean:Ji bo jiholêrakirina bermayiyan di pêvajoya hilberînê de û baştirkirina nermbûna hilberînê û leza bersivdayînê, têgehên hilberîna bêqusûr bidin nasîn. Berhemanîna di wextê xwe de bi dest bixin û radestkirina berheman di wextê xwe de misoger bikin.
Pakkirin û Radestkirin

Braketa Pola ya Goşeyî

Braketa Pola ya Goşeya Rast
Plaqeya Girêdana Rêhesina Rêber

Amûrên Sazkirina Asansorê

Braketa bi şiklê L

Plaqeya Girêdana Çargoşe



Pirsên Pir tên Pirsîn
Q: Rastbûna goşeya xwarbûnê çi ye?
A: Em alavên xwarbûnê yên rastbûna bilind û teknolojiya xwarbûnê ya pêşketî bi kar tînin, û rastbûna goşeya xwarbûnê dikare di navbera ±0.5° de were kontrol kirin. Ev yek dihêle ku em berhemên pelên metal bi goşeyên rast û şeklên rêkûpêk hilberînin.
P: Gelo şeklên aloz dikarin bên tewandin?
A: Bê guman.
Amûrên me yên xwarbûnê xwedî şiyanên pêvajoyê yên bihêz in û dikarin gelek şêweyên tevlihev bixwarin, di nav de xwarbûna pir-goşeyî, xwarbûna kevanê, û hwd. Em dikarin li gorî hewcedariyên sêwirana xerîdar plana xwarbûnê ya çêtirîn pêşve bibin.
Q: Piştî xwarbûnê hêz çawa dikare were garantîkirin?
A: Ji bo ku em garantî bikin ku berhema çengkirî xwedî hêza têr e, em ê di dema pêvajoya çengkirinê de parametreyên çengkirinê li gorî taybetmendiyên materyalê û hewcedariyên karanîna hilberê bi awayekî maqûl biguherînin. Di heman demê de, em ê kontrolên kalîteyê yên bi hûrgilî bikin da ku em garantî bikin ku pêkhateyên çengkirinê ji kêmasiyên wekî şikestin û deformasyonan bêpar in.




Kategoriyên berheman
-

Armê Kantilever ê Pola Karbonê ya Taybet ji bo Cable Tr ...
-

Bracket girêdana pola zengarnegir ji bo tunela c ...
-

Pola Zengarnegir Stamped Galvanized Clamp ji bo Pi ...
-

OEM mala erkê giran dîwar mount bra ...
-

Nîskên galvanîzekirî yên bi şiklê U yên bi mezinahiya xwerû ji bo avakirinê...
-

Pola galvanîzekirî ya U Bolt Tîrêjê ji bo Avakirinê Clamp ...